Non Destructive Test (NDT) adalah teknik analisis yang dilakukan untuk mengevaluasi suatu material tanpa merusak fungsi dari benda uji tersebut. Beberapa jenis NDT antara lain: Ultrasonic Test (UT), Radiography, Penetrant Test, Magnethic Particle Test dsb. Berikut adalah contoh dari NDT :
A. Radiography Test
B. Magnetic Particle Inspection / Dye Penetrant Test
C. Ultrasonic Flaw Detector
D. Vacuum Test
E. Holiday Detector
A. Radiography Test
Radiography adalah bagian dari Non Destructive Test (NDT) yang menggunakan sinar x atau sinar gamma yang dapat menembus hampir semua logam kecuali timbal dan beberapa material padat sehingga dapat digunakan untuk mengungkap cacat atau ketidaksesuain dibalik dinding metal atau di dalam bahan itu sendiri.

Bentuk Alat Uji Radiography Test
Prinsip Kerja Radiography Test
Intensitas Radiasi akan berubah tergantung dari tebal material dan Density Material sehingga akan menghasilkan bayangan yang berbeda pada film hasil Radiography Test

Prinsip Kerja Radiography Test
Kelebihan dan Kekurangan Radiography Test
Kelebihan :
- Mampu mendeteksi cacat permukaan logam weld(lasan) atau Raw Material.
- Bisa menyajikan data yang terecord
- Cacat yang tampak pada film 1:1
- Dapat dioperasikan pada posisi-posisi yang sulit
Kekurangan :
- Dibutuhkan Personil (orang) yang sudah berkualifikasi (Certified Personnel as ASNT requirement)
- Biaya pengujian lebih mahal dibandingkan DPT, UT, dan MT
- Bahaya radiasi sinar X dan Sinar Gamma
B. Magnetic Particle Inspection
Pengujian ini digunakan untuk mendeteksi cacat yang terletak di permukaan atau sedikit di bawah permukaan, pada benda yang bersifat ferromagnetic (memiliki sifat kemagnetan tinggi).
Bentuk Alat Uji Magnetic Particle Inspection
Prinsip Kerja Magnetic Particle Inspection
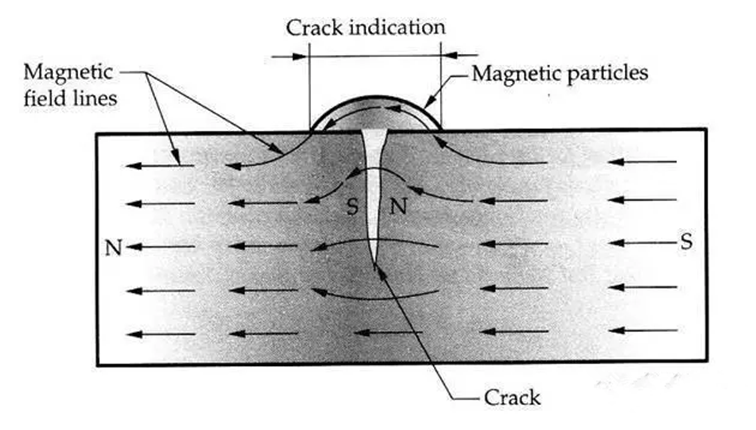
Mendeteksi adanya pembentukkan medan magnet baru (medan bocoran) akibat garis gaya magnet yang terpotong oleh discontinuity sehingga akan menarik partikel magnetic untuk berkumpul di sekitar medan bocoran.
Kelebihan Dan Kekurangan Magnetic Particel Inspection
Kelebihan :
- Mudah untuk dilakukan
- Tidak memerlukan keahlian khusus untuk mengoperasikannya
Kekurangan :
- Penggunaan terbatas pada material yang bersifat ferromagnetic
- Adanya kemungkinan cacat yang tidak terdeteksi akibat orientasi cacat searah dengan garis gaya medan magnet
C. Dye Penetrant Test

Bentuk Alat Uji Dye Penetrant Test
Dye Penetrant merupakan metode NDT untuk mengetahui ada tidaknya crack pada weld (hasil lasan). Test ini sangat mudah dilakukan dan pelaksanaannya juga sangat singkat.
Prinsip Kerja

Prinsip Kerja Dye Penetrant Test
Prinsip kerja dari metode Dye Penetrent Test adalah menggunakan cairan penetrant dengan memanfaatkan kemampuannya yang bisa meleweati celah discontinouity serta kerja developer untuk mengangkat kembali cairan yang meresap pada retakan, dengan begitu cacat pada material dapat terdeteksi
Kelebihan dan Kekurangan Dye Penetrant Test
Kelebihan :
- Mudah Diaplikasikan
- Murah dalam pembiayaan
- Tidak dipengaruhi oleh sifat kemagnetan material dan komposisi kimianya
- Jangkauan pemeriksaan cukup luas
Kekurangan :
- Tidak dapat dilakukan pada benda berpori atau material produk powder metallurgy. Hal tersebut akan menyebabkan terserapnya cairan penetrant secara berlebihan sehingga dapat mengindikasikan cacat palsu.
D. Ultrasonic Flaw Detector
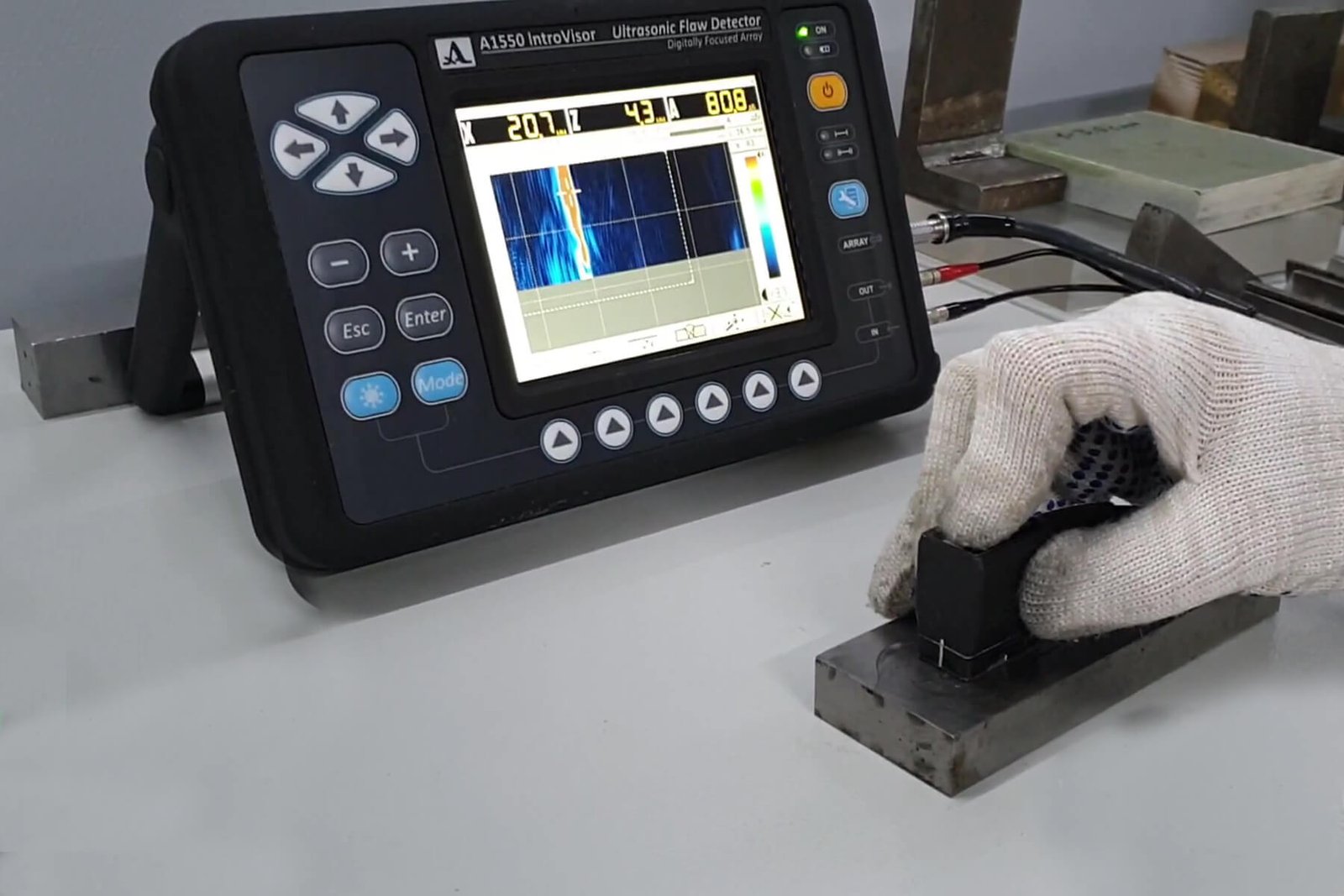
Bentuk Alat Uji Ultrasonic Flaw Detector
Ultrasonic Flaw Detector adalah yang tertua dan yang paling umum. Sejak tahun 1940-an, hukum-hukum fisika yang mengatur propagasi gelombang suara melalui bahan padat telah digunakan untuk mendeteksi retakan tersembunyi, void, porositas, dan diskontinuitas internal lainnya dalam logam, komposit, plastik, dan keramik.
Prinsip Kerja Ultrasonic Flaw Detector
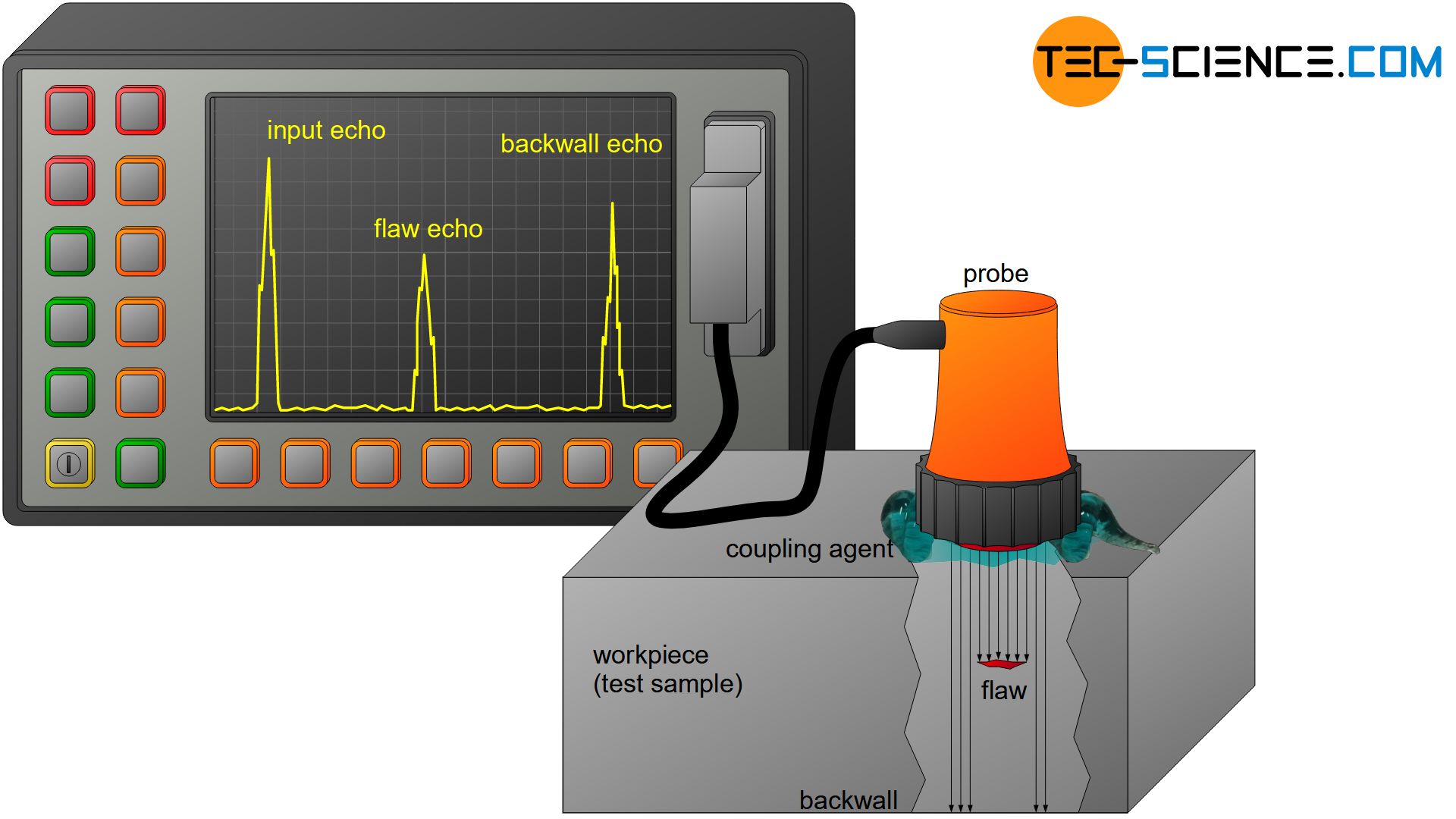
Prinsip kerjanya adalah dengan memanfaatkan rambatan gelombang ultrasonik yang dikeluarkan oleh transduser pada benda kerja dan kemudian gelombang baliknya ditangkap oleh receiver.
Gelombang yang diterima ini dapat diukur intensitasnya, waktu perambatan atau resonansi yang ditimbulkan sehingga pada umumnya pemeriksaan ultrasonik ini didasarkan pada perbedaan intensitas gelombang yang diterima serta waktu perambatannya.
Kelebihan dan Kekurangan Ultrasonic Flaw Detector
Kelebihan :
- Tingkat kedalaman perembesan untuk mendeteksi defect sangat akurat dibandingkan metode NDT yang lainnya
- Hanya membutuhkan 1 sisi benda uji
- Menampilkan informasi jarak pada layar CRT
- Preparasi benda uji yang sederhana
- Dapat digunakan selain untuk mendeteksi flaw
Kekurangan :
- Permukaan harus dapat dijangkau oleh probe dan couplant
- Skill dan training yang dibutuhkan lebih tinggi dari metode lain
- Finishing dan kekasaran pada permukaan mempengaruhi hasil inspeksi
- Sulit menginspeksi benda yang tipis
- Membutuhkan standar referensi
E. Vacuum Test

Bentuk Alat Uji Vacuum Test
Vacuum Test merupakan pengujian yang dilakukan pada jalur yang sudah dilas (welding seams) untuk mendeteksi adanya kebocoran atau crack. Vacuum Test ini dilakukan hanya pada welding seams yang ditemukan pada pelat yang datar ( tidak melungkung ) dan bukan pada pipa.
Prinsip Kerja Vacuum Test
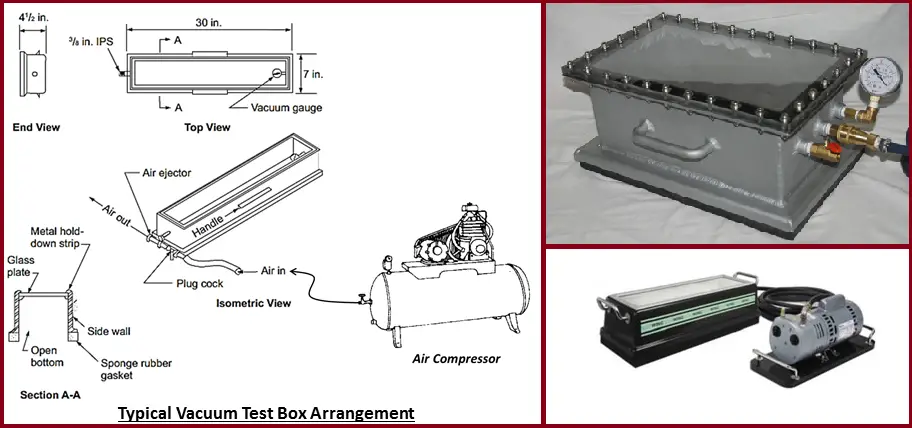
Prinsip dasar dari Vacuum Test ini adalah mendeteksi kebocoran pengelasan dengan cara membuat udara disekitar benda yang akan diuji menjadi hampa udara dengan menggunakan media semacam tabung dari bahan yang tembus pandang, kebocoran akan terdeteksi lewat alat ukur yang terpasang atau terlihat langsung dengan adanya busa / gelembung dari cairan air sabun yang tampak di dalam tabung. Prinsip kerja dari Vacuum Test adalah kebalikan dari prinsip kerja Air pressure Test.
Kekurangan dan Kelebihan Vacuum Test
Kelebihan :
- Power supply yang mudah didapatkan karena hanya berupa udara yang dipampatkan pada mesin kompresor
Kekurangan :
- Dimensi dari instrument uji menentukan seberapa lama untuk menguji plat
- Bentuk alat yang akan diuji disesuaikan dengan vacuum yang ada
- Untuk pengujian pada tempat-tempat dengan posisi vertikal dan over head diperlukan sedikit tenaga ekstra untuk menahan berat dari alat vacuum yang digunakan.
- Vacuum test tidak dapat dilakukan pada pelat yang melengkung apalagi pipa
F. Holiday Detector

Bentuk Alat Uji Holiday Detector
Holiday Detector adalah alat memiliki fungsi untuk mendeteksi adanya lubang atau pororitas pada suatu material, misal pengelasan pada pipa mempunyai permukaan yang tidak rata, sehingga menimbulkan celah kosong, disini berfungsinya holiday detector untuk mendeteksi celah kosong tersebut (porosity).
Prinsip Kerja Holiday Detector
Prinsip Holiday Detector mengalirkan arus energi listrik pada material yg telah di coating baik baru atau lama dimana alat tersebut akan berbunyi atau memberi sinyal apabila ada lubang kecil atau pinhole pada coating ( baik baru atau lama ) untuk coating baru biasanya berupa bubble atau porositas .
Untuk coating yang lama biasanya terdapat regangan antara coating dengan logamnya. Holiday detector akan menerangkan untuk aplikasi berapa KV voltage yang di aplikasikan untuk ketebalan coating tertentu.
Kelebihan dan Kekurangan Holiday Detector
Kelebihan :
- Dapat mengetahui letak persis pada material yang terdapat porositas
- Dapat mendeteksi lokasi titik (hole) yang kecil pada material
Kekurangan :
- Proses pengecekan yang menggunakan kuas memakan waktu lumayan lama pada material yang besar
source: testindo.com
Comments
Post a Comment