Perbedaan yang signifikan antara LED dan LASER terletak pada prinsip kerja. LED memancarkan cahaya sebagai konsekuensi dari rekombinasi pembawa muatan melintasi P-N Junction, sementara LASER memancarkan cahaya sebagai akibat dari foton yang menabrak atom dan memaksa mereka untuk melepaskan foton yang sama. Laser bekerja berdasarkan prinsip emisi terstimulasi dan LED bekerja berdasarkan prinsip Electro-luminance.
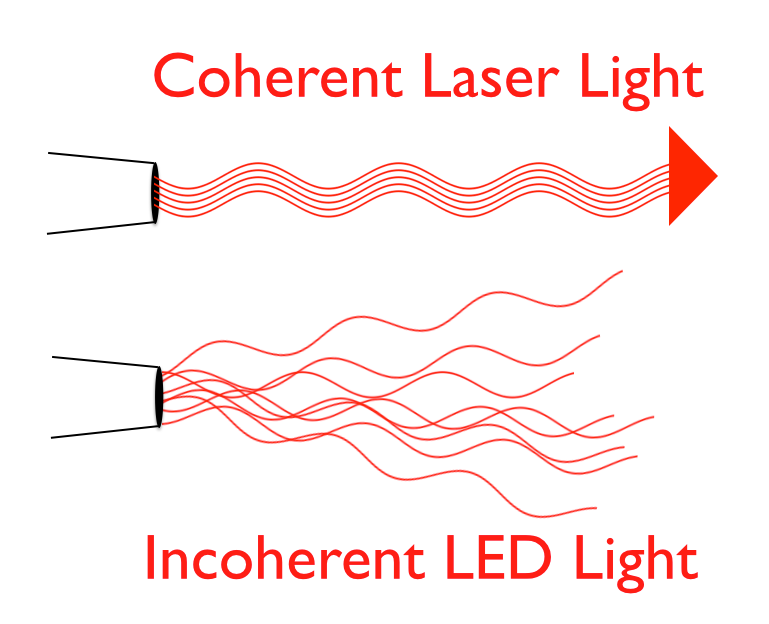
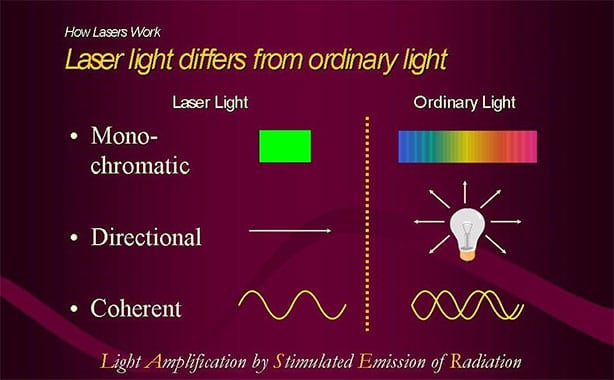
Setiap foton pada LASER yang dilepaskan menyerang atom lain untuk melepaskan foton yang serupa dan oleh karena itu, berkas cahaya yang dihasilkan bersifat koheren. Sebaliknya, cahaya yang dihasilkan oleh LED tidak koheren. Dengan demikian, cahaya yang dipancarkan oleh LED terdiri dari banyak warna sedangkan sinar yang dihasilkan oleh LASER adalah monokromatik yaitu cahaya satu warna.
LED adalah singkatan dari Light Emitting Diode sedangkan LASER adalah istilah singkatan yang digunakan untuk Light Amplification by Stimulated Emission of Radiation.
Setiap foton pada LASER yang dilepaskan menyerang atom lain untuk melepaskan foton yang serupa dan oleh karena itu, berkas cahaya yang dihasilkan bersifat koheren. Sebaliknya, cahaya yang dihasilkan oleh LED tidak koheren. Dengan demikian, cahaya yang dipancarkan oleh LED terdiri dari banyak warna sedangkan sinar yang dihasilkan oleh LASER adalah monokromatik yaitu cahaya satu warna.
LED adalah singkatan dari Light Emitting Diode sedangkan LASER adalah istilah singkatan yang digunakan untuk Light Amplification by Stimulated Emission of Radiation.
Definisi LED

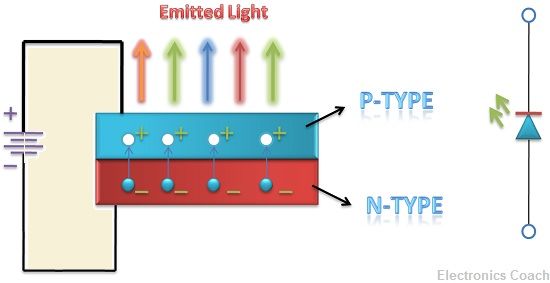
LED dianggap sebagai sumber optik untuk berbagai aplikasi penting. Prinsip utama di balik kerjanya adalah electro-luminance. Dalam fenomena ini, persimpangan P-N bias maju memancarkan cahaya ketika elektron dan lubang bergabung kembali di persimpangan.
Elektron pada pita konduksi berada pada tingkat energi yang lebih tinggi dan hole berada pada pita valensi yang berada pada tingkat energi yang lebih rendah. Ketika elektron dari pita konduksi ini melompat ke pita valensi, mereka melepaskan sejumlah energi. Energi ini bisa dalam bentuk panas atau cahaya.
Rekombinasi muatan yang dibawa akan menjadi reaksi eksotermik atau reaksi endotermik. Jika elektron berada pada tingkat energi yang lebih tinggi dan cenderung bergabung dengan lubang, elektron perlu memancarkan energi. Karena rekombinasi hanya terjadi ketika energi dari kedua pembawa muatan yang bergabung kembali harus sebanding.
Semikonduktor seperti Germanium dan Silicon memancarkan energi dalam bentuk panas sedangkan semikonduktor seperti GaAsP (Gallium Arsenide Phosphide) dan GaP (Gallium Phosphide) memancarkan energi dalam bentuk cahaya. Dengan demikian, semikonduktor jenis ini digunakan dalam pembuatan LED.
LED signifikan pada berbagai perangkat optoelektronik karena memiliki waktu respons yang cepat dalam orde 0,1 mikrodetik. Cahaya yang dipancarkan oleh LED terdiri dari berbagai radiasi dengan panjang gelombang yang sempit. Ini terdiri dari radiasi yang terlihat.
Jika daya untuk efisiensi konversi cahaya LED dibandingkan dengan lampu tungsten, itu akan menjadi 10 sampai 50 kali lebih tinggi dari itu yang jelas membuatnya menjadi perangkat optoelektronik yang sesuai.
Definisi LASER

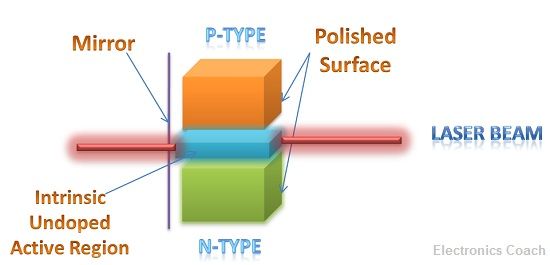
LASER bekerja berdasarkan prinsip emisi radiasi terstimulasi. Jadi, ini disebut Light Amplification by Stimulated Emission of Radiation atau Amplifikasi Cahaya dengan Emisi Radiasi Terstimulasi. Emisi terstimulasi adalah emisi foton dengan menumbuk atom dengan foton serupa. Jika energi listrik disuplai ke elektron pada tingkat energi yang lebih rendah, elektron akan melompat dari pita valensi ke pita konduksi dengan menyerap energi tambahan yang diberikan padanya. Proses ini disebut Penyerapan.
Ketika elektron berada pada tingkat energi yang lebih tinggi, ia tidak stabil, untuk menjadi stabil ia melepaskan sebagian energinya. Energi ini bisa dalam bentuk panas atau cahaya. Jika energi yang dilepaskan berupa cahaya maka akan memancarkan foton. Proses ini disebut emisi spontan.
Ketika foton menumbuk atom maka akan mengenai elektron pada tingkat energi yang lebih tinggi kemudian akibat tumbukan elektron ini akan menjadi tidak stabil karena energi dan energi yang tinggi yang diberikan oleh foton yang menabrak. Dengan demikian, elektron ini akan pindah ke keadaan energi yang lebih rendah dan melepaskan foton di samping foton yang datang. Ini disebut emisi terstimulasi.
Emisi terstimulasi terjadi di dioda LASER. Berkas cahaya dibentuk oleh emisi foton yang mirip dengan foton datang. Dan foton yang dipancarkan ini akan memancarkan lebih banyak foton yang mirip dengan yang terjadi. Dengan cara ini, sinar yang dihasilkan koheren dan monokromatik.
Tabel Perbandingan LED dan Laser
| Parameters | LED | LASER |
|---|---|---|
| Prinsip Kerja | Electro-luminance | Stimulated Emission |
| Full Form | Light Emitting Diode | Light Amplification dengan Stimulated Emission of Radiation |
| Respons | Lambat | Cepat |
| Driving Current | sekitar 50 to 100 mA. | sekitar 5 to 40 mA. |
| Nature of Emitted Light | Inkoheren and banyak warna. | Koheren and Monochromatic. |
| Junction Area Selama Proses Manufacturing | Wide Junction Area | Narrow and small Junction |
| Bandwidth Range | Antara 10 to 50 THz. | Antara 1 MHz to 2 MHZ. |
| Efisiensi Konversi Power ke Cahaya | Sekitar 20 % | Sekitar 70 % |
| Numerical Aperture dari Light Beam | Tinggi | Sangat rendah |
| Biaya | Murah dan ekonomis | Mahal dan hanya untuk aplikasi tertentu |
Perbedaan Kunci Antara LED dan LASER
- Sinar cahaya yang dihasilkan oleh LED dan LASER juga menciptakan perbedaan utama antara LED dan LASER. Cahaya yang dipancarkan oleh LED terdiri dari berbagai warna sedangkan berkas cahaya yang dihasilkan oleh LASER terdiri dari satu warna.
- Prinsip kerja LED dan LASER juga menciptakan perbedaan besar. LED bekerja sepenuhnya berdasarkan prinsip electro-luminance yang berarti penerangan melalui elektron. Di sisi lain, LASER bekerja berdasarkan prinsip emisi terstimulasi.
- Perbedaan utama lainnya antara LED dan LASER adalah area persimpangan. Area persimpangan dalam kasus LASER sangat sempit karena cahaya diperbolehkan lewat dari area yang sangat kecil dalam kasus LASER. Di sisi lain di LED, area persimpangan lebih luas. Dengan demikian, cahaya diizinkan untuk melewati area yang luas.
- Konsentrasi pembawa muatan seperti elektron dan hole juga berbeda pada LED dan Laser. Dalam kasus laser, konsentrasinya sangat tinggi sedangkan di Led sangat rendah. Dengan demikian, Laser digunakan dalam instrumen bedah di bidang medis karena memiliki energi yang cukup sehingga bahkan dapat memotong objek yang bersentuhan dengannya.
Kesimpulan
LED dan LASER, keduanya merupakan perangkat optoelektronik, keduanya merupakan perangkat yang menghasilkan cahaya. Tetapi prinsip kerja pembangkitan cahaya dan arsitektur konstruksi menciptakan perbedaan. Kapasitas pembangkit daya keluaran dioda laser terletak pada kisaran 20 hingga 100 mW.
Perlindungan Mata harus diperhatikan ketika berhadapan dengan perangkat optoelektronik ini terutama dalam hal LASER. Ini menghasilkan sinar energi tinggi.
Comments
Post a Comment