
16. Kotoran / Dirt
Kotoran juga dapat menyebabkan cacat pengecoran yang serius. Cacat kotoran dihasilkan dari tertanamnya partikel debu dan pasir di permukaan pengecoran.
Penyebab
- Perawatan yang tidak tepat dalam proses pencucian pasir.
- Partikel terak hadir dalam logam cair.
Solusi
- Menggunakan operasi cetakan yang tepat untuk menghindari penghancuran.
- Fluxing yang memadai harus dilakukan untuk menghilangkan kotoran dari terak.
17. Misruns
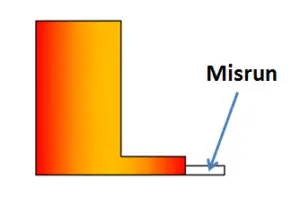
Misruns terkait dengan cold shut yang terjadi ketika logam cair terlalu dingin untuk mengalir ke ujung rongga cetakan sebelum membeku dan mengeras. Dalam hal ini, logam cair tidak mengisi rongga cetakan. Misruns mengacu pada bagian atau ruang kosong dalam cetakan.
Penyebab
- Fluiditas rendah dari logam cair.
- Suhu rendah dari logam cair yang menurunkan fluiditasnya.
- Bagian yang terlalu tipis dan sistem gating yang tidak tepat.
Solusi
- Meningkatkan suhu penuangan logam cair untuk meningkatkan fluiditas.
- Sistem gating yang tepat
- Hindari bagian yang terlalu tipis.
18 Honeycombing atau Sponginess
Suatu jenis cacat pengecoran yang terjadi ketika ada kumpulan rongga kecil yang ada di dalam pengecoran logam yang berdekatan satu sama lain, dan tampak berdekatan satu sama lain.
Penyebab
- Disebabkan oleh pengotor yang membeku secara mekanis dalam suspensi logam cair.
- Skimming yang tidak memadai di sendok.
Solusi
- Membatasi masuknya kotoran dan ketombe ke dalam logam cair.
- Menghapus bahan terak dari logam cair dengan menyaringnya secara menyeluruh di sendok.
19. Fins and Burns

Fins and burns adalah salah satu cacat pengecoran yang paling sering terjadi. Juga dikenal sebagai flash. Cacat ini adalah bahan tambahan yang tidak diinginkan dan melekat pada logam pengecoran. Biasanya dibentuk oleh lembaran logam tipis yang terbentuk di tepi garis perpisahan. Cacat ini berubah menjadi terak setelah meleleh.
Penyebab
- Kombinasi cetakan dan inti yang salah.
- Berat cetakan tidak mencukupi. Pastikan berat di bagian atas cetakan cukup sehingga kedua bagian tersebut saling menempel erat.
- Penjepitan flask yang tidak tepat.
Solusi
- Perakitan cetakan dan inti yang akurat dapat mencegahnya.
- Pastikan berat di bagian atas cetakan cukup sehingga kedua bagian tersebut saling menempel erat.
20. Warpage
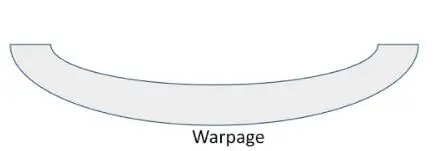
Dalam casting, warping mengacu pada kelainan bentuk yang tidak diinginkan yang dapat terjadi seiring berjalannya waktu, yang dapat mempengaruhi bentuk dan dimensi produk akhir. Cacat ini biasanya terjadi selama atau setelah pemadatan. Hal ini menyebabkan logam tergulung menjadi bagian yang rata atau besar.
Penyebab
- Tingkat pemadatan yang berbeda dari bagian yang berbeda. Hal ini menciptakan ketegangan di dinding sekitarnya.
- Bagian besar dan datar lebih rentan terhadap jenis cacat pengecoran seperti itu.
Solusi
- Jenis perlakuan panas normalisasi dapat menghilangkan tegangan sisa dalam pengecoran.
- Hal ini dapat dicegah dengan desain pengecoran yang tepat.
Comments
Post a Comment