Simbol Pada Flowchart
A. Simbol Arus (Flow Direction Symbols)
Biasanya simbol yang termasuk kedalam ketegori ini digunakan sebagai simbol penghubung. Beberapa simbol yang termasuk ke dalam kategori ini, yaitu :
1. Flow Direction Symbol / Simbol Arus

adalah simbol yang digunakan untuk menghubungkan antara simbol yang satu dengan simbol yang lain (connecting line). Simbol ini juga berfungsi untuk menunjukkan garis alir dari proses.
2. Communication Link

berfungsi untuk transmisi data dari satu lokasi ke lokasi lain
3. Connector (On-page)
adalah simbol yang fungsinya untuk menyederhanakan hubungan antar simbol yang letaknya berjauhan atau rumit bila dihubungkan dengan garis dalam satu halaman.
4. Connector (Off-page)
adalah simbol yang digunakan untuk menghubungkan simbol dalam halaman berbeda. label dari simbol ini dapat menggunakan huruf atau angka.
5. Or Symbol
Menunjukkan bahwa aliran proses berlanjut di lebih dari dua cabang.
6. Sumoning Junction Symbol
Mengindikasikan titik di diagram alur tempat beberapa cabang bertemu kembali menjadi satu proses tunggal.
B. Simbol Proses (Processing Symbols)
Sesuai dengan namanya, simbol proses digunakan untuk menyatakan simbol yang berkaitan dengan serangkaian proses yang dilakukan. Berikut beberapa simbol yang termasuk kedalam bagian proses, yaitu:
1. Processing Symbol / Simbol Proses
adalah simbol yang digunakan untuk menunjukkan kegiatan yang dilakukan oleh komputer. Pada bidang industri (proses produksi barang), simbol ini menggambarkan kegiatan inspeksi atau yang biasa dikenal dengan simbol inspeksi.
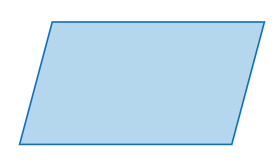
2. Manual Operation Symbol / Simbol Kegiatan Manual

digunakan untuk menunjukkan kegiatan/proses yang tidak dilakukan oleh komputer.
note:
Simbol yang sama bisa berarti Manual Loop Symbol yang berarti mengindikasikan urutan perintah yang akan terus berulang hingga berhenti secara manual
3. Decision Symbol / Simbol Keputusan
adalah simbol yang digunakan untuk memilih proses atau keputusan berdasarkan kondisi yang ada. Simbol ini biasanya ditemui pada flowchart program.
4. Predefined Process / Simbol Proses Terdefinisi
merupakan simbol yang digunakan untuk menunjukkan pelaksanaan suatu bagian prosedur (sub-proses). Dengan kata lain, prosedur yang terinformasi di sini belum detail dan akan dirinci di tempat lain
5. Terminal Point Symbol / Simbol Titik Terminal / Simbol (Start/End)
adalah simbol yang digunakan sebagai permulaan (start) atau akhir (stop) dari suatu proses.
6. Offline Storage
berfungsi untuk menunjukkan bahwa data akan disimpan ke media tertentu
note:
Simbol yang sama bisa berarti Merge Symbol dimana mengindikasikan langkah dimana dua atau lebih sub-list atau sub - proses menjadi satu
7. Manual Input Symbol
digunakan untuk menunjukkan input data secara manual menggunakan keyboard.
8. Delay Symbol

adalah simbol yang digunakan untuk menunjukkan proses delay (menunggu) yang perlu dilakukan. Seperti menunggu surat untuk diarsipkan dll
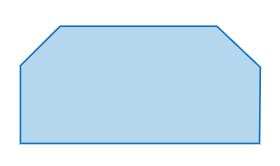
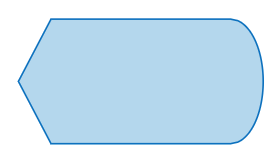
9. Preparation Symbol
merupakan pengaturan untuk langkah lain dalam proses dan mempersiapkan penyimpanan yang sedang/akan digunakan sebagai tempat pengolahan di dalam storage.
10. Collate Symbol

Menunjukkan langkah yang memesan informasi ke dalam format standar.
11. Sort Symbol
Menunjukkan langkah yang mengatur daftar item ke dalam urutan atau set berdasarkan beberapa kriteria yang ditentukan sebelumnya dan diluar proses komputer
12. Loop Limit Symbol
mengindikasikan point yang berulang harus berhenti
13. Simbol Pemindahan (Transportation/Move Symbol)
 adalah simbol digunakan untuk memindahkan material dengan forklift, mengangkat barang dengan crane, memindahkan barang dengan tangan, dsb.
adalah simbol digunakan untuk memindahkan material dengan forklift, mengangkat barang dengan crane, memindahkan barang dengan tangan, dsb.
13. Simbol Pemindahan (Transportation/Move Symbol)
C. Simbol I/O (Input-Output)
Simbol yang termasuk kedalam bagian input-output berkaitan dengan masukan dan keluaran. Berikut beberapa simbol yang termasuk, yaitu :
1. Input-Output / Simbol Keluar-Masuk
menunjukkan proses input-output yang terjadi tanpa bergantung dari jenis peralatannya.
2. Punched Card

digunakan untuk menyatakan masukan dan keluaran yang berasal dari card
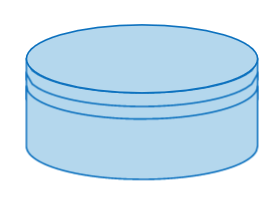
3. Simbol Data atau Penyimpanan Data (Symbol Disk atau Data Storage)
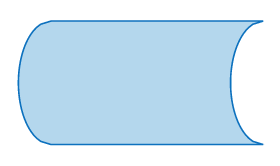
adalah simbol, berfungsi untuk menyatakan input yang berasal dari disk atau disimpan ke disk.
4. Simbol Unit Pita Magnetik

adalah simbol flowchart berfungsi untuk menyatakan input berasal dari pita magnetik atau output disimpan ke pita magnetik.
5. Document Symbol
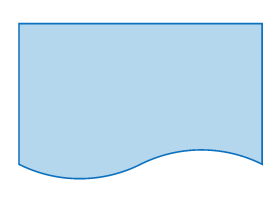
adalah input berasal dari dokumen dalam bentuk kertas, atau output yang perlu dicetak di atas kertas.
6. Multiple Documents
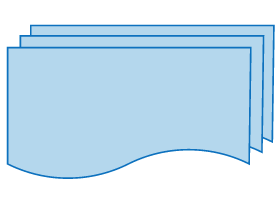
sama seperti document symbol hanya saja dokumen yg digunakan lebih dari satu dalam simbol ini
7. Display Symbol
adalah simbol yang menyatakan penggunaan peralatan output, seperti layar monitor, printer, plotter dan lain sebagainya.
8. Database Symbol
Menunjukkan daftar informasi dengan struktur standar yang memungkinkan untuk pencarian dan penyortiran.
9. Internal Storage Symbol
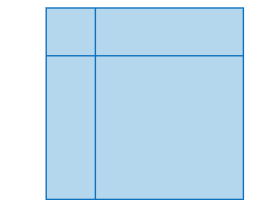
Menunjukkan bahwa informasi disimpan dalam memori selama suatu program, digunakan dalam diagram alur desain perangkat lunak.
10. Anotation Symbol

11. Couple Symbol
 adalah simbol berfungsi untuk menunjukkan suatu data/elemen yang dikirimkan dari satu modul kemodul yang lain. Anak panah dengan lingkaran padat menunjukkan elemen kontrol yang dikirimkan.sedangkan Anak panah dengan lingkaran yang kosong menunjukkan data yang dikirimkan
adalah simbol berfungsi untuk menunjukkan suatu data/elemen yang dikirimkan dari satu modul kemodul yang lain. Anak panah dengan lingkaran padat menunjukkan elemen kontrol yang dikirimkan.sedangkan Anak panah dengan lingkaran yang kosong menunjukkan data yang dikirimkan
12. Simbol magnetik Disk (Symbol Magnetik Disk)
 adalah simbol yang digunakan untuk input atau output yang menggunakan disk magnetik.
adalah simbol yang digunakan untuk input atau output yang menggunakan disk magnetik.
13. Simbol Magnetik Drum (Magnetic Drum Symbol)
 adalah simbol flowchart digunakan untuk input atau output yang menggunakan Drum Magnetik.
adalah simbol flowchart digunakan untuk input atau output yang menggunakan Drum Magnetik.
14. Simbol Penekan Pita (Symbol Punched Tape )
 adalah simbol berfungsi untuk input atau output yang menggunakan pita kertas berlubang.
adalah simbol berfungsi untuk input atau output yang menggunakan pita kertas berlubang.
12. Simbol magnetik Disk (Symbol Magnetik Disk)
13. Simbol Magnetik Drum (Magnetic Drum Symbol)
14. Simbol Penekan Pita (Symbol Punched Tape )
source:
nesabamedia.com
dosenpintar.co.id
smartdraw.com
bukubiruku.com
bukubiruku.com

Comments
Post a Comment